
- Funcție Mașină de etanșare prin inducție electromagnetică
- Volumul aplicației Aplicație
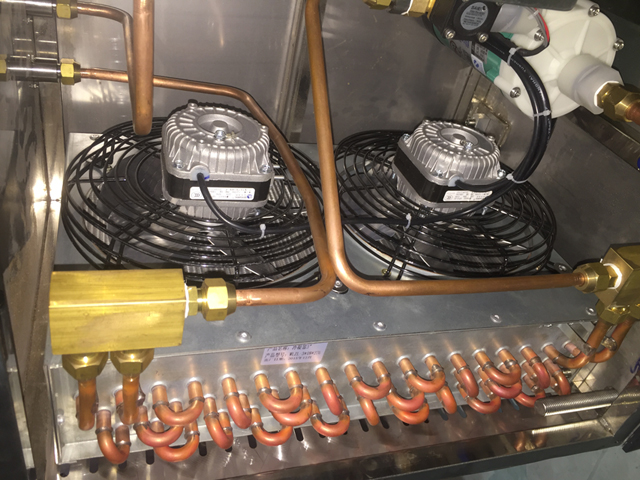
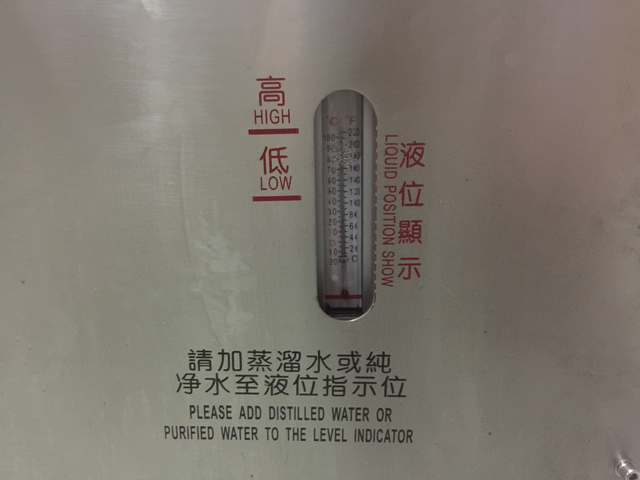
- Metoda de răcire Răcită cu apă
- Viteza de etanșare: 0-300 sticle/min
- Diametru etanșare (alegerea gamei): 15mm-60mm sau 50mm-121mm
- Putere nominala: 3000 W
- Amperi: 8,5 A
- Tensiune nominală: AC 220V, 60/50Hz
- Material: carcasă din oțel inoxidabil
- Dimensiunea mașinii: 1800 mm x 400 mm x 1330 mm
- Greutatea mașinii: 90 Kg
- Dimensiune ambalaj: 1945 mm x 545 mm x 1575 mm
- Curea de livrare (opțional): 1500×250×750mm
Sigilarea prin inducție, cunoscută și sub denumirea de etanșare a capacului, este o metodă fără contact de încălzire a unei etanșări interioare pentru a sigila ermetic partea de sus a recipientelor din plastic și sticlă. Acest proces de etanșare are loc după ce recipientul a fost umplut și acoperit.
Tehnologia de etanșare prin inducție electromagnetică cu materiale compozite este metoda avansată de etanșare recunoscută de lume acum, iar caracteristica sa de încălzire fără contact este potrivită pentru etanșarea sticlelor de plastic (PP, PVC, PET, ABS, HDPE, PS și DURACON) , sticla de sticlă și diverse furtunuri din plastic compozit, așa că în prezent este cea mai avansată tehnologie de etanșare a sticlelor pentru industrii precum farmacia, alimentația, grăsimile, chimia zilnică, chimia casnică și chimia agricolă.
Principiul de lucru și cum funcționează
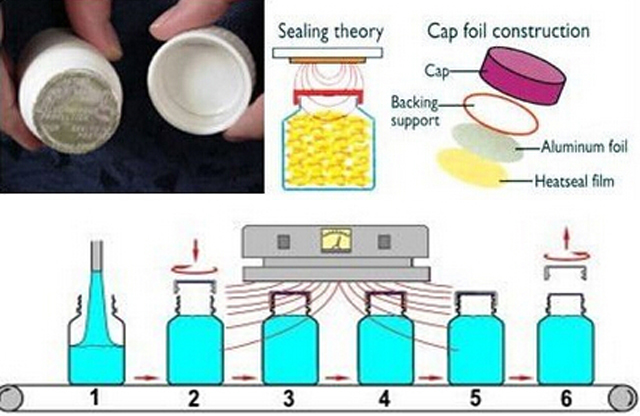
Închiderea este furnizată îmbuteliatorului cu un strat de căptușeală din folie de aluminiu deja introdusă. Deși există diferite căptușeli din care puteți alege, o căptușeală tipică cu inducție este multistratificată. Stratul superior este o pastă de hârtie care este, în general, lipită pe cap de capac. Următorul strat este ceara care este folosită pentru a lega un strat de folie de aluminiu de pulpă. Stratul inferior este o peliculă polimerică laminată pe folie. După ce se aplică capacul sau închiderea, recipientul trece pe sub o bobină de inducție, care emite un câmp electromagnetic oscilant. Pe măsură ce recipientul trece pe sub bobina de inducție (capul de etanșare), căptușeala conductivă din folie de aluminiu începe să se încălzească din cauza curenților turbionari. Căldura topește ceara, care este absorbită în suportul pulpei și eliberează folia de pe capac. Filmul de polimer se încălzește și curge pe buza recipientului. Când este răcit, polimerul creează o legătură cu recipientul, rezultând un produs închis ermetic. Nici recipientul, nici conținutul acestuia nu sunt afectate negativ; Căldura generată nu dăunează conținutului.
Este posibil să supraîncălziți folia, provocând deteriorarea stratului de etanșare și a oricăror bariere de protecție. Acest lucru ar putea duce la etanșări defecte, chiar și la câteva săptămâni după procesul inițial de etanșare, astfel încât dimensionarea corespunzătoare a etanșării prin inducție este vitală pentru a determina sistemul exact necesar pentru a rula un anumit produs.
Sigilarea se poate face fie cu o unitate de mână, fie pe un sistem de transport.
O dezvoltare mai recentă (care se potrivește mai bine unui număr mic de aplicații) permite ca etanșarea prin inducție să fie utilizată pentru a aplica o folie de etanșare pe un container fără a fi nevoie de o închidere. În acest caz, folia este furnizată pretăiată sau în bobină. Acolo unde este furnizat într-o bobină, este tăiat cu matriță și transferat pe gâtul containerului. Când folia este la locul ei, este apăsată de capul de etanșare, ciclul de inducție este activat și etanșarea este lipită de recipient. Acest proces este cunoscut ca aplicare directă sau, uneori, etanșare prin inducție „fără capac”.
Parametrul de bază
| Tensiune nominală | AC220V, 50/60HZ | Viteza de etanșare | 150-300 sticle/ min |
| Putere maximă | 3000W | Dimensiunea principală a mașinii | 570*430*1200mm |
| Diametrul etanșării (opțional) | 15-60mm/50-121mm | Greutatea gazdei | 75 kg |
| Aplicație | Productie in volum | Modul de răcire | răcire cu apă |
| dimensiunea transportorului | 1810*350*1000mm | Aspect | oţel inoxidabil |

Caracteristici de etanșare:

1) Încălzire fără contact, potrivită pentru etanșarea sticlelor de plastic, sticlelor de sticlă și diferitelor furtunuri din plastic compozit și conformă cu standardul GMP.
2) Eficiență ridicată de etanșare și funcționare convenabilă.
3) Având o adaptabilitate largă, în prezent este cea mai avansată tehnologie de etanșare a produselor din farmacie, alimente, băuturi, produse de sănătate, cosmetice și produse chimice precum grăsimile.
Pașii de funcționare:
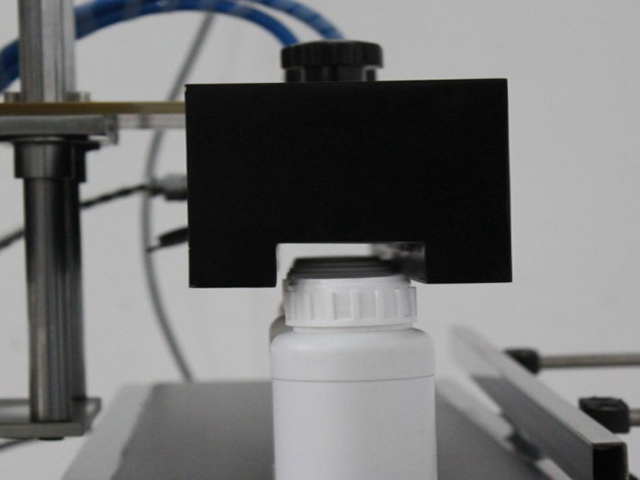
Înainte de a porni mașina, puneți sticla care urmează să fie sigilată sub „cutia de etanșare”, reglați „montajul” pentru a face spațiul dintre partea inferioară a „cutiei de etanșare” și capacul sticlei la aproximativ 2 mm și reglați „opritorul sticlei”. pârghie" pentru a alinia sticla cu centrul feței laterale a "cutiei de etanșare". Porniți „comutatorul de control al benzii transportoare” și reglați „reglarea vitezei de rotație 8” pentru ca transportorul să funcționeze la o viteză adecvată. Și apoi lăsați sticla menționată mai sus să treacă sub „cutia de etanșare” pentru a vedea dacă atinge „cutia de etanșare”. Cea mai bună condiție este să nu atingă fundul cu cel mai mic spațiu. Apoi, introduceți firul de conectare al „cutiei de etanșare” în „priza de ieșire a cutiei de etanșare” a mașinii principale.
Viteza benzii transportoare poate fi reglată cu butonul „reglare viteză de rotație 8”. Etanșeitatea etanșării foliei de aluminiu este legată de viteza și puterea benzii transportoare. Mai întâi, puneți câteva sticle cu folii de aluminiu pe banda transportoare, porniți „comutatorul de alimentare 3” și lăsați sticla care urmează să fie sigilată să treacă sub „cutia de etanșare” pentru a efectua experimentul de etanșare. Mașina va funcționa normal la viteza când capacul este etanș.
Cum să alegi mașina de etanșare prin inducție?
Dacă ambalați tablete sau capsule în sticle, sigilarea prin inducție vă poate oferi un avantaj. Sigilarea prin inducție creează o etanșare vizibilă care asigură consumatorilor siguranța produsului. În consecință, aveți mai multe șanse să câștigați afacerile repetate. Acest articol discută componentele de etanșare prin inducție, selecția și instalarea.
Utilizarea unui sigilant prin inducție necesită să acoperiți sticlele cu un dispozitiv de închidere care include o folie de etanșare interioară, uneori numită căptușeală. Pe măsură ce sticlele cu capac călătoresc de-a lungul transportorului, dispozitivul de etanșare prin inducție fuziona etanșările interioare cu deschiderile sticlei folosind un câmp electromagnetic. După ce sticla iese din câmpul electromagnetic, folia se răcește. Sigiliul interior ermetic, etanș la aer oferă dovezi vizuale de manipulare, previne scurgerile, promovează rezistența copiilor și vă protejează produsul de praf, ceață, vapori, vapori și gaze. În unele cazuri, garnitura interioară prelungește și durata de valabilitate.



Componentă a mașinii de etanșare prin inducție
Cele două componente majore ale unui dispozitiv de etanșare cu inducție sunt sursa de alimentare și bobina de etanșare.
Alimentare - Sursa de alimentare (invertorul) transformă puterea de intrare în puterea și frecvența necesare pentru sigilarea sticlelor. Valoarea de kilowați a sursei de alimentare indică adecvarea acesteia pentru aplicație. În general, cu cât mai multe sticle de sigilat (și, prin urmare, cu cât linia de îmbuteliere este mai rapidă) și cu cât deschiderea sticlei este mai mare, cu atât este mai mare necesarul de kilowați. Sistemele manuale sau portabile necesită doar 0,5 kilowați, în timp ce liniile de mare viteză pot necesita 6 kilowați, care este cea mai mare unitate de pe piață. Calul de lucru al industriei are un rating de 2 kilowați.
Bobina de etanșare - Bobina de etanșare este un conductor metalic înconjurat de ferite și închis într-o carcasă neconductivă. Feritele direcționează și concentrează câmpul electromagnetic pentru eficiența etanșării. Practic, orice configurație de bobine este posibilă, dar cele două modele de bază sunt bobine plate și bobine tunel (sau canal). Bobinele plate sunt utilizate pentru etanșările interioare ale capacelor plate standard sau rezistente la copii, cu diametrul cuprins între 20 și 120 de milimetri. Bobinele de tunel sunt utilizate cu capace cu gura, distribuitoare, push-pull, yorker sau fliptop, dintre care majoritatea nu sunt folosite pentru ambalarea formelor de dozare solide. Puteți monta fie designul bobinei peste un transportor existent, fie puteți unifica sistemul prin plasarea bobinei și sursei de alimentare pe un cărucior pentru o mișcare ușoară de la linie la linie.
Sistemele fără apă (răcite cu aer) au înlocuit sistemele răcite cu apă ca cel mai popular tip de etanșare prin inducție. În timp ce sistemele personalizate de răcire cu apă sunt încă alegerea preferată în mediile de spălare sau instalații chimice periculoase specializate, sistemele fără apă, în cea mai mare parte, înlocuiesc unitățile standard de răcire cu apă. De ce? Deoarece dispozitivele de etanșare fără apă (răcite cu aer) au jumătate de dimensiune și elimină nevoia de recirculatoare de apă, filtrare a apei, furtunuri, radiatoare, pompe și comutatoare de debit. Pe scurt, sistemele răcite cu aer minimizează întreținerea, sunt mai fiabile și costă mai puțin deținerea și exploatarea.
Cum să-ți câștigi banii
Atunci când evaluați achiziționarea unui dispozitiv de etanșare prin inducție, ar trebui să recunoașteți că rentabilitatea investiției constă în principal în beneficiul pe termen lung al adăugării unui sigiliu interior, care este greu de cuantificat. Dar atunci când comparați dispozitivele de etanșare cu inducție, uitați-vă la durata de viață la care vă puteți aștepta de la mașină și la calitatea serviciului la care vă puteți aștepta de la furnizor.
Mai întâi trebuie să decideți dacă adăugarea unui sigiliu interior la sticla dumneavoastră vă va îmbunătăți semnificativ ambalajul. Apoi, uitați-vă la componentele electronice ale sigilantului, care de obicei îi dictează speranța de viață. Dispozitivele de etanșare prin inducție sunt fabricate pentru a rezista mult timp. De fapt, unele dispozitive de etanșare de uz zilnic au mai mult de 25 de ani. Cu toate acestea, disponibilitatea electronicii utilizate pentru a construi echipamentul este întotdeauna un factor. Pe măsură ce electronicele sunt modernizate, piesele de schimb sunt mai greu de găsit. Producătorii de renume proiectează echipamente bazate pe componente pe care le pot înlocui în anii următori.
Când examinați serviciul unui furnizor (asistență post-vânzare), întrebați dacă vânzătorul va:
- Depanați sistemul prin telefon sau trimițând un tehnician de service sau trebuie să returnați sistemul la fabrică pentru service?
- Furnizați sursa de alimentare independentă de bobina de etanșare? Dacă cele două componente sunt separate, eșecul uneia nu vă va obliga să scoateți întregul sistem din funcțiune.
- Furnizați rapid piese de schimb? În mod ideal, piesele vor ajunge la fabrica dumneavoastră a doua zi după ce le-ați comandat.
În cele din urmă, poate doriți să alegeți un sistem suficient de mare pentru a găzdui multe forme și dimensiuni de capace și sticle, precum și unul care poate face față la viteze mari ale liniei. În acest fel, nu va trebui să înlocuiți unitatea dacă aplicația dvs. se schimbă sau producția crește. A plăti puțin mai mult acum pentru o sursă de alimentare mai mare sau un design mai flexibil al bobinei vă poate economisi bani în viitor. Dacă știți că aplicația se va schimba, căutați un sistem care vă permite să schimbați bobinele de etanșare fără unelte. Ambalatorii contractuali achiziționează adesea mai mult de o bobină de etanșare, astfel încât să poată sigila o mare varietate de dimensiuni și stiluri de capace.

Echipament optional
Cele mai populare opțiuni includ
- Detector de integritate a sigiliului. Acestea detectează folia lipsă, capacele slăbite, capacele armate și sticlele blocate.
- Dispozitiv de respingere pneumatic. Acest lucru funcționează în tandem cu detectorul de integritate a etanșării, ejectând produsele potențial nesigilate pe o tavă, astfel încât sticlele cu sigilii defecte să nu ajungă la capătul liniei.
- Alarme vizibile sau sonore. Vă anunță o problemă chiar dacă vă aflați la distanță de sistem.
- Suport pentru validare. IQ/OQ este obligatoriu pe majoritatea liniilor de ambalare farmaceutică, iar calificarea instalării și calificarea operațională devin, de asemenea, populare în industria suplimentelor alimentare și în industria alimentară.
Instalare
Sigilanții prin inducție sunt ușor de instalat. Dispozitivul de etanșare necesită 3 până la 5 picioare de transportor drept, fără obstacole pentru montarea sau plasarea bobinei de etanșare. Bobina este întotdeauna montată paralel cu transportorul. Pentru a preveni încălzirea accidentală, păstrați zona de etanșare ferită de componentele metalice.

S-ar putea să vă placă
 Echipament de etichetare autocolant dublu pentru sticle din plastic
Echipament de etichetare autocolant dublu pentru sticle din plastic- Mașină de împachetat automată a tunelului de micșorare pentru etanșare film PE tip L
- Echipament de etanșare a cutiilor de carton acționat de curele de sus și de jos semi-automat
- Mașină automată de etichetat pentru ambalaj sticle rotunde, plată, cu două fețe
- Masina de acoperire pentru umplere cu lichid farmaceutic pentru sticle mici de masă
- Mașină automată de umplere a sticlelor cu 6 capete pentru șampon
- Echipament de acoperire cu 8 capete rotative de mare viteză pentru capace de pompe
- Mașină automată de acoperire cu șurub în linie pentru sticle de plastic
- Seringi farmaceutice Gel de umplere cu lichid Mașină de etanșare
- Mașină de umplere a seringilor cu gel medical de masă semiautomată









